
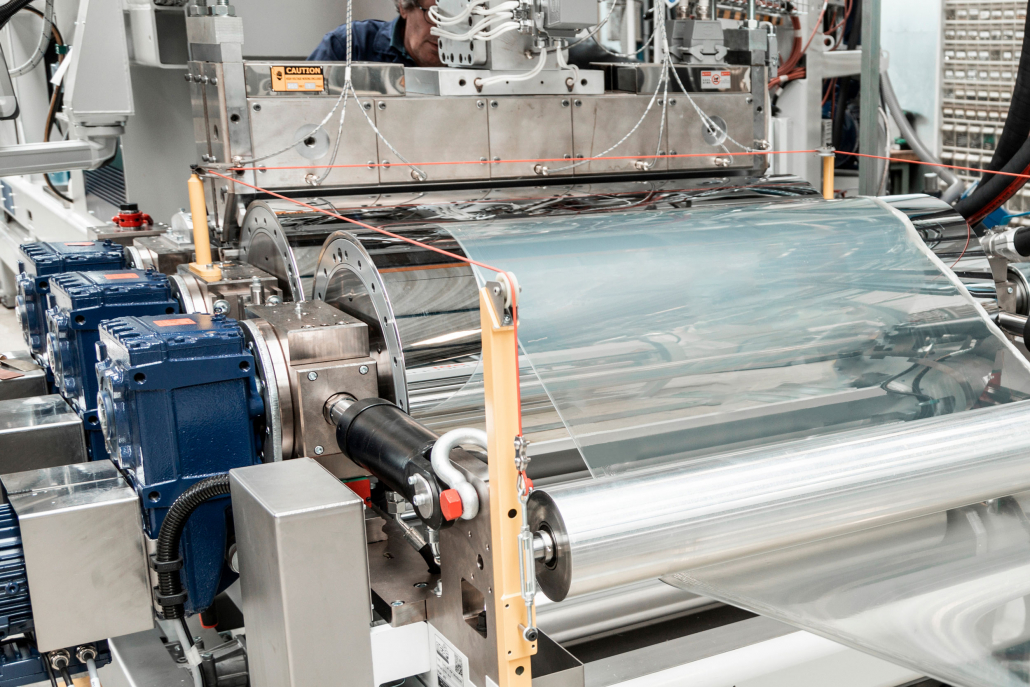
辊道(也通常称为压光机或起飞系统)是确保连续生产的最重要的部件之一,以保持最高的标准的纸张质量。 根据您的要求或喜好,MEAF可以提供我们的各种型号的压延机:
- 垂直的
- 斜(45º);
- 水平的;
除了辊组的位置外,铬辊的直径还根据挤压生产线所需的容量进行配置。 双壳体,硬镀铬抛光辊的直径范围为300 – 600mm,并配有内部冷却螺旋。 这确保了有效和均匀的冷却和热提取在整个铬辊的长度。 为了确保无故障运行,所有铬辊都支持重型,自调心轴承,所有3个辊都由伺服驱动器和交流电机分别驱动。
辊栈/砑光机
压光机宽度
可达5.000毫米
可达5.000毫米
片材厚度
0.15 – 10.0 mm
铬辊直径
300 – 600 mm
冷却后辊筒直径
240 mm
可以在需要时集成(也在订购后)。
可以在需要时集成(也在订购后)。





 rigid sheet production")
{kind=link}
{kind=link}
{kind=link}
{kind=link}